| 基本信息 |
数值(干态/湿态) |
单位 |
测试方法 |
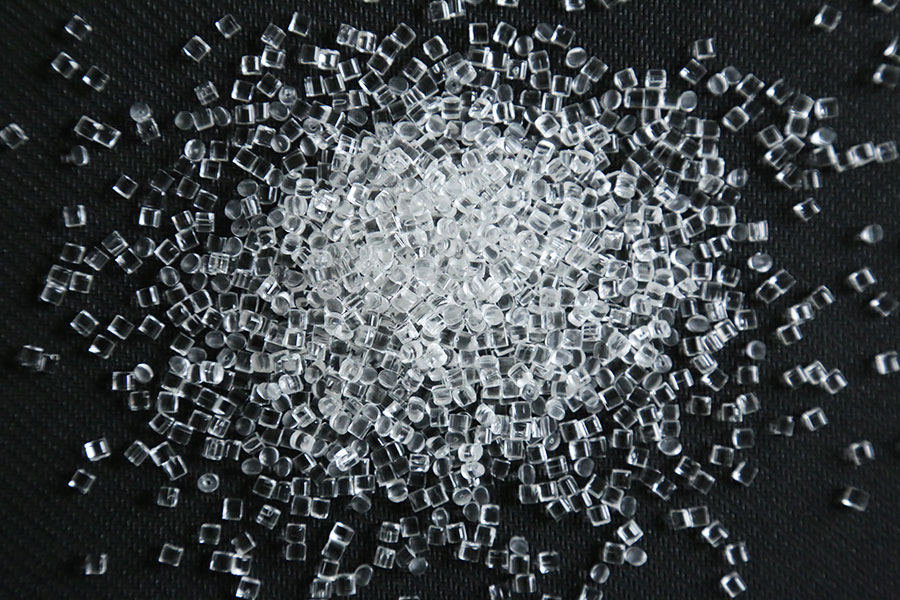
| 树脂标识 |
PA |
- |
ISO 1043 |
| 标识代码 |
>PA< |
- |
ISO 11469 |
| 物理性能 |
数值 |
单位 |
测试方法 |
| 密度 |
1040 |
kg/m³ |
ISO 1183 |
| 吸水率 |
0.3 |
% |
ISO62 |
| 透光率 |
≧90 |
% |
|
| 收缩率 平行 |
0.2 |
% |
ISO 294-4, 2577 |
| 垂直 |
0.3 |
% |
ISO 294-4, 2577 |
| 机械性能 |
数值 |
单位 |
测试方法 |
| 拉伸强度 |
62/ |
MPa |
ISO 527-1/-2 |
| 拉伸模量 |
1600/ |
MPa |
ISO 527-1/-2 |
| 断裂伸长率 |
170/ |
% |
ISO 527-1/-2 |
| 弯曲模量 |
1600/ |
MPa |
ISO 178 |
| 弯曲强度 |
72/ |
MPa |
ISO 178 |
| 简支梁缺口冲击强度 |
25/ |
kJ/m2 |
ISO 179/1eU |
| 热性能 |
数值 |
单位 |
测试方法 |
| 溶脂 |
2.8 |
g/min |
ISO 11357-1/-3 |
| 热变形温度(1.8 MPa) |
115 |
℃ |
ISO 75-1/-2 |
| 热变形温度(0.45 MPa) |
135 |
℃ |
ISO 75-1/-2 |
| 燃烧性 |
数值 |
单位 |
测试方法 |
| 燃烧等级(1.5 mm) |
HB |
class |
UL94 |
| 注塑成型* |
数值 |
单位 |
测试方法 |
| 树脂干燥(除湿干燥) |
|
|
|
| 温度 |
80 |
℃ |
- |
| 时间 |
6-8 |
h |
- |
| 水分含量 |
≤0.10 |
% |
- |
| 熔体温度 |
260-290 |
℃ |
- |
| 模具温度 |
80-100 |
℃ |
- |
*注塑成型过程中,建议使用个人防护设备。加工区域应有良好的通风。注塑前后,建议使用高密度聚乙烯(HDPE)清洗料管。
 手机扫一扫
手机扫一扫